

A Guide on How to Weld Anodized Aluminum
Many men and women assume that welding anodized aluminum is like welding any additional aluminum piping. That’s completely wrong, and there are a few of the big secrets that quite a few engineers understand. You can head over to Wonderful Engineering to learn more about anodized aluminum.
First and Second Pass Welding
To use this kind of pipe, you want to perform two passes. The initial pass is spot welded round with the filler cable being inserted. On the next pass, you weld all of the way round but minus the filler cable added this moment. The cause of that is anodized aluminum has a pretty tricky coating that’s tough to melt. The initial pass will combine the two pieces but not melt the anodized film to the weld region thoroughly. Since the layer isn’t melted rightly, the weld may seem very demanding. The next pass can melt down the anodized coating to the weld and provide the weld with a smooth look. This can be done since the anodized coating doesn’t more fully cover the weld region. Therefore, weld paint has to complete the task to defend the weld location.
Tungsten Welding
 To ready the tungsten, you want a tapered ball-shaped finish. To do this, you place the tungsten on the TIG torch. Eventually, hit the high frequency and strike an arc onto a bit of clean steel or pure copper. When the arc begins, keep turning up the amperage till the tungsten starts to melt. Eventually, whenever there’s a tapered ball finish, stop the arc.
To ready the tungsten, you want a tapered ball-shaped finish. To do this, you place the tungsten on the TIG torch. Eventually, hit the high frequency and strike an arc onto a bit of clean steel or pure copper. When the arc begins, keep turning up the amperage till the tungsten starts to melt. Eventually, whenever there’s a tapered ball finish, stop the arc.
Proper welding is carried out by spot welding all of the ways around the pipe. The very first step you’ll have to do is place the TIG welder into A/C switching current. Typically there’ll be two passes necessary to weld pipe. The first is using the filler cable added and also the next it to smooth out the weld. The key to TIG welding aluminum is to maintain your amperage on the top selection, and the place welds should generally last about one moment in time every single.
 Each time a 3D printer produces a pass, it follows computer instructions and leaves a layer of a substance that eventually ends up in a finished three-dimensional product. While traditional manufacturing takes a block of raw substance that is shaped or dyed to create a finished product, 3D Printing advertises materials at each step to create a finished product. For this reason, 3D Printing is popularly known as “additive manufacturing.” 3D printers can produce a wide collection of finished products, from the simplest to the most complex.
Each time a 3D printer produces a pass, it follows computer instructions and leaves a layer of a substance that eventually ends up in a finished three-dimensional product. While traditional manufacturing takes a block of raw substance that is shaped or dyed to create a finished product, 3D Printing advertises materials at each step to create a finished product. For this reason, 3D Printing is popularly known as “additive manufacturing.” 3D printers can produce a wide collection of finished products, from the simplest to the most complex.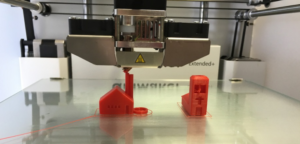 What is new is the increased acceptance and use in the manufacture of finished products. Stereolithography is the technical term that gave Hull what is commonly known as 3D Printing. 3D Printing has slowly evolved from its original modest uses to the more complex applications of today. Although 3D Printing is still used to create prototypes for product development, improvements in computers have made 3D Printing a technology that can produce finished products on demand.
What is new is the increased acceptance and use in the manufacture of finished products. Stereolithography is the technical term that gave Hull what is commonly known as 3D Printing. 3D Printing has slowly evolved from its original modest uses to the more complex applications of today. Although 3D Printing is still used to create prototypes for product development, improvements in computers have made 3D Printing a technology that can produce finished products on demand.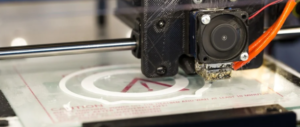 Several companies are manufacturing 3D printers and providing 3D printing-related services in the growing number of manufacturers using 3D printing technology in crop production. The company is turning to 3D Printing to reduce costs and simplify the manufacturing process. So the supplier is working with 3D printer manufacturers to develop new production printers that are on par with mass production. To get an idea of how the gas nozzle of a jet engine is created from a 3D layer, it takes about 3,000 iterations to make General Electric’s gas nozzle with a 3D printer to produce the final object.
Several companies are manufacturing 3D printers and providing 3D printing-related services in the growing number of manufacturers using 3D printing technology in crop production. The company is turning to 3D Printing to reduce costs and simplify the manufacturing process. So the supplier is working with 3D printer manufacturers to develop new production printers that are on par with mass production. To get an idea of how the gas nozzle of a jet engine is created from a 3D layer, it takes about 3,000 iterations to make General Electric’s gas nozzle with a 3D printer to produce the final object.
 A disk emulator has a copy of the entire CD and pretends to have a disk drive in your computer, making it appear to all other programs that you have inserted that CD into the device. This technique also allows the sport to get all the information it needs from the CD since sometimes introductory images and other things are not played on the hard drive.
A disk emulator has a copy of the entire CD and pretends to have a disk drive in your computer, making it appear to all other programs that you have inserted that CD into the device. This technique also allows the sport to get all the information it needs from the CD since sometimes introductory images and other things are not played on the hard drive.  It certainly won’t be applicable to help you with a game you already have, but it’s something worth considering in the next second. If you get the game on the internet as a digital download, there is no need for the game to contain a disc, so this annoyance does not occur from the first page. New games, and new software in general, can be downloaded when purchased online, sometimes through a gaming system like Steam, which also has several different benefits.
It certainly won’t be applicable to help you with a game you already have, but it’s something worth considering in the next second. If you get the game on the internet as a digital download, there is no need for the game to contain a disc, so this annoyance does not occur from the first page. New games, and new software in general, can be downloaded when purchased online, sometimes through a gaming system like Steam, which also has several different benefits.